











Our Process
We are proud makers here at Artifaqt.
Below, you will find a detailed description of how we make in wood, metal and beeswax. Please scroll, learn and enjoy.



Wood
Sourcing - Our hardwoods come from Elk County, Pennsylvania in the Allegheny mountains. The wood is selectively harvested and so beautiful and varied that we see no reason to purchase out of state, let alone out of country. Buying direct from the source and being close enough to visit it gives us peace of mind that we are not contributing to clear-cuts, erosion, or sketchy labor practices.
Design - We design wood pieces with beauty and utility in mind and juggle that with layouts that result in the least waste of resources. When the selection, shaping and edge treatment are complete, each wood piece is sanded to a 220 grit finish before the brand is applied.
Before the final sanding and oil finish, we “raise the grain.” Applying water to the wood’s surface causes the loose fibers to swell and stand up. After the piece dries, the formerly smooth surface now feels rough and hairy. Another light sanding and it’s back to a smooth finish! If you don’t raise the grain before the oil, that hairy texture will reoccur over time. This added step creates a better long-term product; a smooth surface feels and looks better, food is less liable to stick to it, and water will more readily run off.

Raised Grain

Final Finish
Final Finish - A proprietary blend of beeswax and edible nut oils is applied to provide moisture resistance and durability while also enhancing the integrity of the wood for culinary use. The first coat fills and seals the open wood grain and is followed by a quick scuff. A second coat is applied, to ensure an optimum coating.
The final coat is the application of Artifaqt Balm, our beeswax/oil blend that we make in house, which is buffed in with a cotton cloth. Applying this balm provides a protective barrier between the food and the platter and will refresh the platter's appearance as needed.
Wood Never Dies - Each wood board or bowl comes with care instructions because we want what you buy to have a long life. The occasional coat of Artifaqt Balm will greatly enhance the life of your wooden ware. We will also be offering a refinishing service in the near future just in case routine maintenance gets away from you. Sign up for our email list to learn more!



Metal
Background - I have always had a fondness for useful items made well and beautifully - especially relating to entertaining and connecting around the table. This lifelong passion and the history of the studio led to a fitting transition. Following some of the first wooden serveware designs, we decided to take our skills from Disney/contract work and apply them to mold making for Metal Serveware.
I started sourcing US metal factories with production capabilities to do lost wax and sand casting, vetted each factory in consideration, developed a list of potential partners and hired them to perform sample runs to determine the best supplier. I found excellence in my backyard. Today our manufacturing partners are within a 99-mile radius.

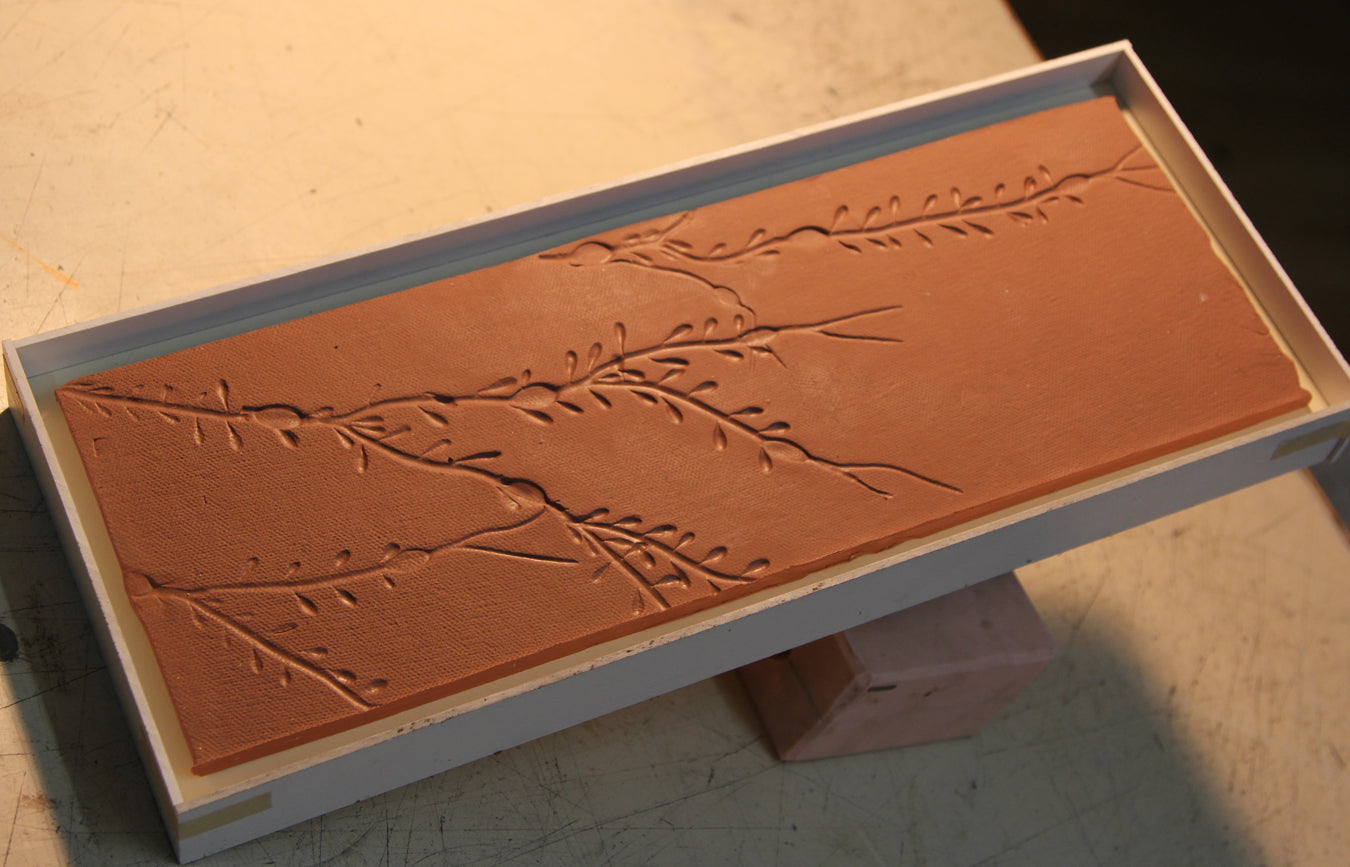
In The Shop - Metal Serveware begins with clay prototypes in our shop. From there, we also make the necessary masters and molds that the foundry will need. Whether destined for lost wax or sand casting, every piece goes through a series of steps that result in a rubber mold. The serveware design may dictate the casting method as some can only be made in the lost wax method because their shape has undercuts, such as the Sea Urchin Bowl or the Octopus Tentacle Rest. We use the rubber molds to make wax replicas for lost wax casting or a limestone filled resin master for sand casting.
At this point, wax replicas are ready for the foundry, but the resin masters for sand casting require more tooling and preparation. For pieces that could be cast in either method, we sometimes do a small, lost wax prototype run which helps us determine if we want to make the investment in tooling for sand casting. The tooling investment is quite high. This step helps us to evaluate if there will be enough demand by our customers to go for it. In the long run, the per unit cost of a lost wax cast piece is considerably higher than sand cast if that tooling can be amortized over a large enough production run.

Clay Sculpture

Wax Casting
Lost Wax - We make wax duplicates of the original sculpture in our studio. We send these to the foundry where they attach them to a wax armature which provides a main channel and multiple smaller channels for molten metal to travel. It is then immersed in a series of liquid and sand ceramic baths (7 in total - 4 liquid, 3 sand) that harden around the wax object.
Next, the entire mold is heated in a furnace and the wax liquefies and disappears, hence the “lost wax” process. The remaining negative space is then filled with the molten metal which cools and solidifies. After the metal has cooled, the ceramic shell or mold is broken away from the casting, leaving the metal object, ready for finishing by our skilled shop hands (usually Dane’s).
Lost Wax Casting - Scallop Shell Serving Dish

Real Scallop shell

Wax Casting

Building the wax tree

Ceramic Layer 1

Ceramic Layer 3

7th and Final Layer of Mold

Preheating Molds

Metal Pour
Sand Casting - In our studio, we produce a limestone filled resin master of the piece of serveware. For the extra tooling we mentioned above, this master goes to Milwaukee, Wisconsin, to one of the remaining companies in the US that make cast aluminum patterns. They cast an aluminum “match plate” with our master, following a layout provided by the sand casting foundry that is 64 miles from our studios. The match plate, also referred to as a pattern, is the tool that goes on to an automated machine that makes perfect sand molds in volume. The Sinto, an Italian made, automatic mold making machine, builds the 2 mold halves: the cope(top) and drag (bottom). The molds are made of sand, clay, oil, water. The sand is pneumatically pressed into a dense form that will hold shape and detail so the molten metal can be poured into it. The 2 mold halves are lined up with pins and assembled. Our platter mold is now represented by a void that will be filled with molten metal. The metal will flow through a passage in the sand mold called the gating. The molten aluminum is poured at 1250 degrees Fahrenheit. The sand mold is held intact in a metal flask until the metal has solidified. Once the metal is solid, the flask is removed, and the assembly goes to the shaker where the sand is vibrated off, which reveals our raw aluminum piece of serveware.
Sand Casting - Large Scallop Serving Platter

Clay Veneer

Master in Mold

Match Plate

Sand Mold

Aluminum Pour

Platter + Gating
Hand Finish - Here’s where the real work begins. And the considerable time commitment. Hand finishing is one of the main reasons our country’s production has gone overseas, to take advantage of cheaper, less regulated labor. In our studio, each piece is worked carefully by one pair of hands, one set of eyes that gets to enjoy the satisfaction of start to finish production.
Those channels that directed the molten metal to our future object? They get cast as well and are still attached to the serveware piece(s) when the molds are cracked away; they’re called sprues or gating and need to be cut off and ground down - essentially made to disappear from the finished piece. When the sprues are tamed, the edges and surfaces are finessed until we’re satisfied the piece is ready for a final coating. The hand finish is time consuming, but the look and feel it imparts are essential for our level of quality.

Grinding Gate

Sanding Edges

Sandblasting

Burnishing
Coatings - Besides the design and regional production partners, Artifaqt Metal is also unique for its coatings. We utilize two different coating finishes - Matte Black and Chef’s Bright. Though technically and aesthetically very different, they blend beautifully on the tabletop.
Matte Black - Referred to as hardcoat or Type III anodized, this coating is typically utilized for performance more than aesthetics in industry but for us, it is both. To achieve it, each piece is submerged in a bath of acid that accelerates nature and oxidizes the surface charcoal grey. An electrical current is run through the bath and the oxidized coating is fused to the aluminum surface creating the “hardcoat”. Anodizing the aluminum serveware increases the hardness of the surface leaving a durable, scratch resistant piece.
Chef’s Bright - A piece destined for Chef’s Bright requires a pre-coating plating with nickel. We use high phosphorus electroless nickel plating. This coating provides a strong physical bond to the aluminum, stronger than electrolytic plating processes and is not prone to micro-fracturing as can be seen in electrolytic plating. A final finish of titanium nitride is applied through physical vapor deposition (PVD). This nanotechnology coating is chemically inert, hypoallergenic and food safe. It is color fast, even when exposed to the high temperatures and detergents used in a commercial or residential dishwasher.
PVD coatings are very hard. This high hardness provides excellent scratch and scuff resistance. The combination of these two coatings and their inherent attributes create more than elegant platters to serve on, they are tabletop jewelry. We are extremely proud of this unique and durable finish, which is 100% dishwasher safe and most uncommonly - made in the USA.





Beeswax
Materials - We source our beeswax from Hackenberg Apiaries in Lewisburg, PA. They manage and move their hives all over the East Coast depending on the pollination needs of the season. Beeswax is a natural byproduct of honey production. This three generation family business is extremely passionate about honey, bee preservation, and high-quality, intensely aromatic beeswax!
Hand Poured - The masters, molds, and casting architecture for our candles are all made in our studio. We utilize our 30 years of mold making experience to assemble a mold that is beautiful in form and function. Using a jacketed wax melter, we heat our all-natural beeswax to the appropriate temperature. Each candle is hand poured, usually in small batches of 6-10 candles. We then place the hot wax casting into an air tight pressure tank under 60 pounds of pressure per square inch for one and a half hours. This pressure curing fully captures the high level of detail of our candle designs.
Why Beeswax? - Beeswax is a natural, renewable resource. It emits a bright, healthful light within the same spectrum as the sun — plus negative ions that clean the air and invigorate the body. It burns longer, drips less, and smells wonderful, naturally.
